工業(yè)品質(zhì)服務(wù)贏得了業(yè)界廣泛的認(rèn)可
提供長(zhǎng)期專業(yè)售后服務(wù)
全國(guó)服務(wù)熱線: 137-7318-0722
歡迎來(lái)到昆山光科電子有限公司官網(wǎng)!

工業(yè)品質(zhì)服務(wù)贏得了業(yè)界廣泛的認(rèn)可
提供長(zhǎng)期專業(yè)售后服務(wù)
全國(guó)服務(wù)熱線: 137-7318-0722

過(guò)爐治具焊接的技術(shù)流程及注意事項(xiàng)有哪些?
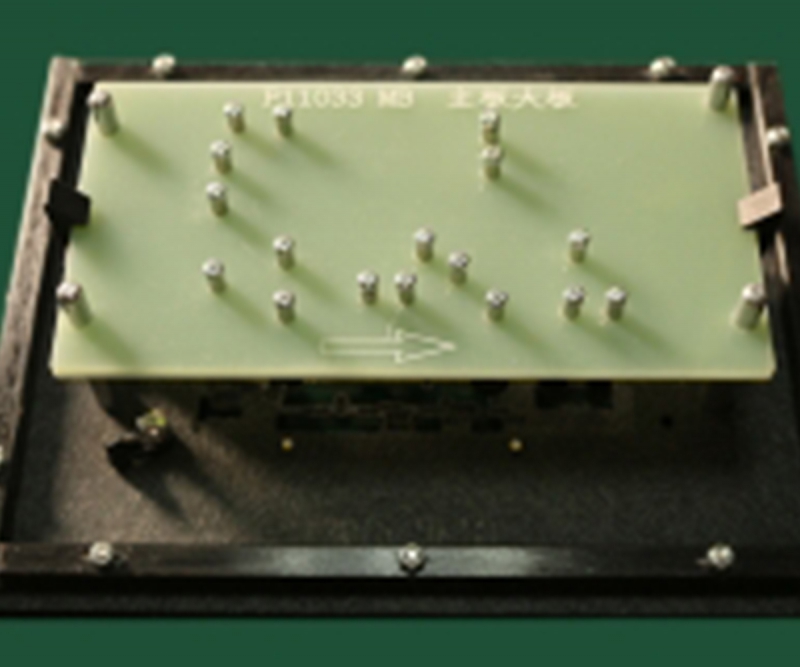
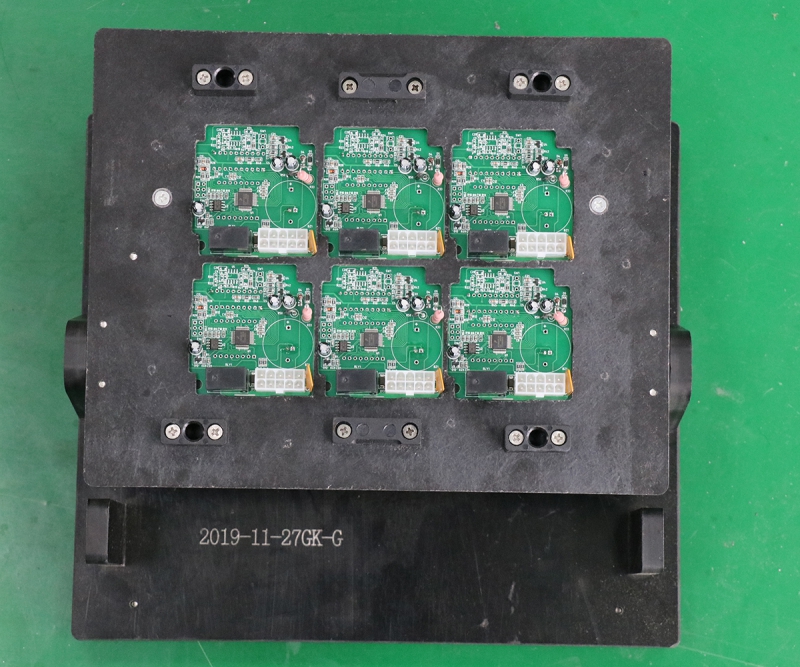
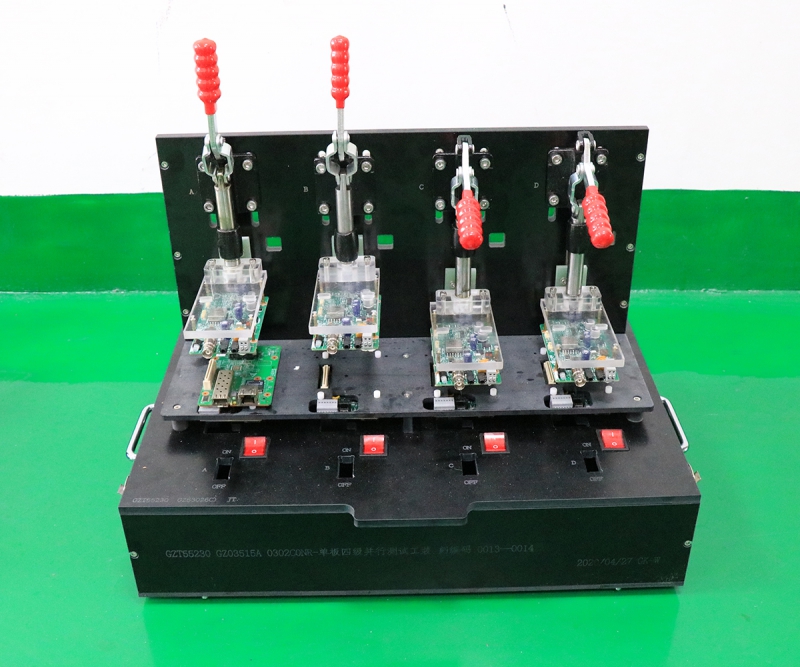
過(guò)爐治具在機(jī)械制造模具廠中使用的比較廣泛,在進(jìn)行焊接等工作中需要使用到,治具能夠在工作中減少重復(fù)動(dòng)作,為工作帶來(lái)便利,是一種方便的小工具。過(guò)錫爐治具是一種新型的針對(duì)SMT加工的PCB治具,適用于在插件料的焊錫面有SMD元件的各種PCB板。過(guò)錫爐治具可分為:回流焊過(guò)爐治具和波峰焊過(guò)爐治具這兩種,在焊接的過(guò)程中過(guò)爐治具是怎么使用的,其技術(shù)流程是怎么樣的,下面本文為大家進(jìn)行簡(jiǎn)單介紹。
爐治具")
過(guò)爐治具焊接過(guò)程:
1、回流焊接
回流焊接是BGA裝置進(jìn)程中最難操控的過(guò)程。因而取得較佳的回流曲線是得到過(guò)爐治具杰出焊接的要害所在。
2、預(yù)熱期間
并影響助焊劑活潑,通常升溫的速度不要過(guò)快,這一段時(shí)刻內(nèi)使PCB均勻受熱升溫,防止線路板受熱過(guò)快而發(fā)生較大的變形。盡量將升溫速度操控在3℃/秒以下,較抱負(fù)的升溫速度為2℃/秒,時(shí)刻操控在60~90秒之間。
3、滋潤(rùn)期間
過(guò)爐治具以便助焊劑可以充分發(fā)揮其效果,升溫的速度通常在0.3~0.5℃/秒,這一期間助焊劑開端蒸發(fā),溫度在150℃~180℃之間應(yīng)堅(jiān)持60~120秒。
4、回流期間
焊膏熔化成液體,這一期間的溫度現(xiàn)已逾越焊膏的熔點(diǎn)溫度,元器件引腳上錫,該期間中溫度在183℃以上的時(shí)刻應(yīng)操控在60~90秒之間,若是時(shí)刻太少或過(guò)長(zhǎng)都會(huì)形成焊接的質(zhì)量問(wèn)題,其間溫度在220+/-10℃范圍內(nèi)的時(shí)刻操控適當(dāng)要害,通常操控在10~20秒為最適宜。
5、冷卻期間
元器件被固定在線路板上,相同的降溫的速度也不可以過(guò)快,這一期間焊膏開端凝結(jié)。通常操控在4℃/秒以下,較抱負(fù)的降溫速度為3℃/秒。因?yàn)檫^(guò)快的降溫速度會(huì)形成線路板發(fā)生冷變形,會(huì)導(dǎo)致過(guò)爐治具焊接的質(zhì)量問(wèn)題,特別是BGA外圈引腳的虛焊。
熱 線:0512-50106881 手 機(jī):13773180722
電子郵箱:gksmtzj@163.com 網(wǎng) 址:ffxbf.cn
地 址:昆山市張浦鎮(zhèn)振新東路583號(hào)

微信二維碼

手機(jī)網(wǎng)站