工業(yè)品質(zhì)服務(wù)贏得了業(yè)界廣泛的認(rèn)可
提供長(zhǎng)期專業(yè)售后服務(wù)
全國服務(wù)熱線: 137-7318-0722
歡迎來到昆山光科電子有限公司官網(wǎng)!

工業(yè)品質(zhì)服務(wù)贏得了業(yè)界廣泛的認(rèn)可
提供長(zhǎng)期專業(yè)售后服務(wù)
全國服務(wù)熱線: 137-7318-0722

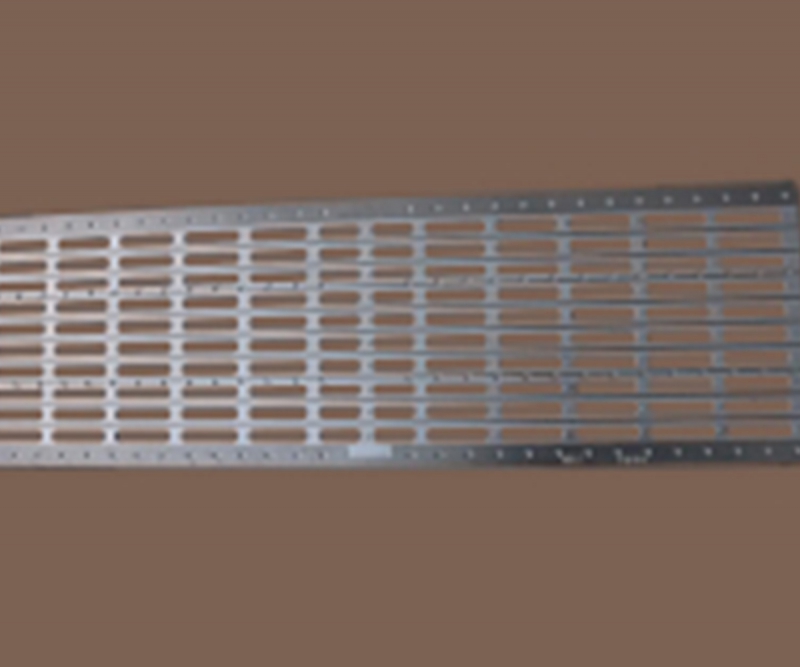
關(guān)于波峰焊治具的溫度該怎么設(shè)定調(diào)節(jié)的介紹
相信大家對(duì)于波峰焊治具都不會(huì)陌生的,很多的行業(yè)工廠都會(huì)需要使用到波峰焊治具,但是有關(guān)于波峰焊治具的溫度設(shè)定您了解嗎?沒有關(guān)系,接下來小編就來為大家介紹一下,一起來看看吧。
一、波峰焊對(duì)預(yù)熱的要求是要從低溫(80度)以斜坡上升至高溫度(130度以下),一般剛開機(jī)預(yù)熱要升溫5-10分鐘,預(yù)熱的時(shí)間一般都是120秒,機(jī)板的受熱溫度要在180度以下、無鉛波峰錫槽的適用溫度在250-265度。要是有過爐治具的話就要溫度可以打到170度以下,預(yù)熱段的溫度要從低到高的設(shè)置,相鄰的預(yù)熱區(qū)溫度相差控制在10度左右!一般剛開機(jī)預(yù)熱要升溫5-10分鐘,預(yù)熱的時(shí)間一般都是120秒,線路板的受熱溫度要在180度以下、有鉛波峰焊錫槽230+/-20攝氏度、無鉛波峰錫槽的合適溫度在250-265度。
")
二、無鉛波峰焊的預(yù)熱區(qū)溫度升溫速率一般控制在1.2~1.6℃/s(秒),預(yù)熱區(qū)溫度一般不超過160℃,保溫區(qū)溫度控制在160~170℃,波峰區(qū)峰值溫度一般控制在250-265度,并且溫度的維持時(shí)間在10~15秒,從升溫到峰值溫度的時(shí)間應(yīng)維持在三分半到四分鐘左右
三、溫度曲線測(cè)試線路板上取點(diǎn)問題:準(zhǔn)備測(cè)試前線路板上的取點(diǎn)是取決于測(cè)試儀端口的多少來決定的,有的儀器有4個(gè)端口,有的有6個(gè),測(cè)試板越大,取的點(diǎn)就越多,有的客戶是有要求的,點(diǎn)越多,參考的范圍就越大,便于觀察你整個(gè)測(cè)溫板的溫度受熱均勻度。板面一般只要一根線就可以了,除非客戶有特殊要求。
四、有鉛波峰焊三段預(yù)熱區(qū)及錫爐溫度的設(shè)定:?jiǎn)蚊姘逵秀U焊接工藝:運(yùn)輸速度:1.5米/分鐘;預(yù)熱1:120℃、預(yù)熱2:130℃、預(yù)熱3:140℃;錫爐溫度230+/-20攝氏度。這樣設(shè)置的話板面溫度有85℃;板底溫度有100℃、雙面板有鉛焊接工藝:運(yùn)輸速度:1.2米/分鐘;預(yù)熱1:130℃、預(yù)熱2:140℃、預(yù)熱3:150℃;錫爐溫度245℃-252℃。這樣設(shè)置的話板面溫度有95℃;板底溫度有110℃、具體的實(shí)際參數(shù)都要用專業(yè)的爐溫曲線測(cè)試儀來測(cè)量才可以、如果這個(gè)參數(shù)沒有達(dá)到焊接工藝的話、還要調(diào)整參數(shù)、在進(jìn)行測(cè)試、達(dá)到標(biāo)準(zhǔn)為止。
熱 線:0512-50106881 手 機(jī):13773180722
電子郵箱:gksmtzj@163.com 網(wǎng) 址:ffxbf.cn
地 址:昆山市張浦鎮(zhèn)振新東路583號(hào)

微信二維碼

手機(jī)網(wǎng)站