工業品質服務贏得了業界廣泛的認可
提供長期專業售后服務
全國服務熱線: 137-7318-0722

工業品質服務贏得了業界廣泛的認可
提供長期專業售后服務
全國服務熱線: 137-7318-0722

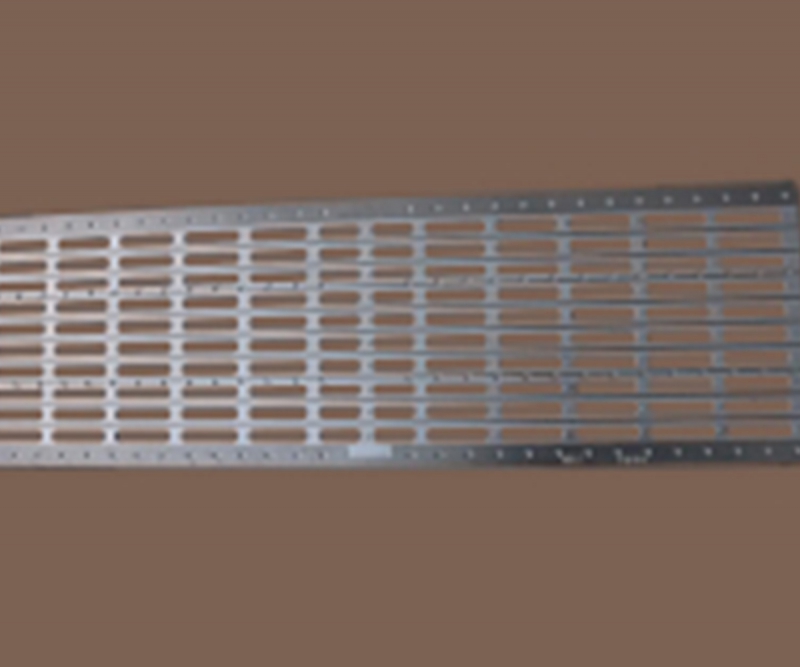
過波峰焊治具對一些底部元器件進行焊接保護,還可以用波峰焊設備實現對產品的選擇性焊接。由于大部分托盤都比較厚(有時達到15毫米),焊錫肯定不會流到線路板的上面。焊錫表面的氧化層也會在線路板到達波峰前被波峰焊治具的邊緣沖掉,這樣焊接開始的時候,錫波就比較干凈。
通過在波峰焊治具上加一些加強條可以增加它的硬度以承受高強度的焊接。還可以在上部安裝吸熱塊,元件固定裝置和一些其他輔助裝置。 使用波峰焊治具還有助于標準化產品線的寬度,在同一條生產線上焊接不同的線路板,而且可以使用條形碼閱讀器和其他識別工具針對不同線路板快速地變換工藝程序。助焊劑管常常一兩個月就要更換,很容易腐爛漏助焊劑,各位都是怎么處理的?或用什么樣的氣管?更換周期一般多久?路過的兄弟幫忙給點意見?買好一點的耐酸堿氣管,盡量是那種乳白色的。不要透明的將預熱各區溫度和錫爐溫度各調高10度試試三極管的焊盤上沒有多少錫,焊點不飽滿,錫都到引腳上去了。